
• Buril de tungsteno ½ pulg
• Calibrador 10 pulg digital
• Micrómetros 0- 1 pulgada y 25-50 mm
• Comparador de caratulas
• Cuchilla de 3mm
• Machuelo 1 ½ pulg
• Porta machos
• Llave bristol 6
• Calsas
• Llave de torreta
• Llave de copa
• Mordazas derechas
• Punto giratorio
• Broca de centros
• Mandril
• Llave de mandril
• Brocha
• Gancho para viruta
• Broca 1 ½ pulg
• Buril para roscar
• Buril para redondear
• Llave 17-19
• Acero 12L14 300mm * diámetro 3 pulgadas
• Destornillador de pala
2. VERIFICAR HERRAMIENTAS DE MEDICION
2.1. Verificar calibrador
• Verificar a contraluz
• Verificar que no tenga juego
2.2. Verificar profundimetro
• Verificar tornillos del profundimetro
• Verificar que quede a ras del calibrador
2.3. Micrómetro
• Verificar si esa calibrado
• Verificar que tenga el seguro
3. HERRAMIENTAS DE CORTE
3.1. Buril
• Verificar filo
• Centrar
• Si posee una buena pastilla
3.2. Cuchilla
• Verificar filo
• Afilar otro extremo de cuchilla
4. Mordazas
4.1. Centrar mordazas
4.2. Centrar material
 5. Cilindrar longitu 120 a diametro 38
5. Cilindrar longitu 120 a diametro 38  6. Redondear extremo derecho con buril concavo de radio 19 o con un buril normal
6. Redondear extremo derecho con buril concavo de radio 19 o con un buril normal  7. Avanzar 10 mm y utilizar la cuchilla o el buril de radio 19 concavo para redondear esta parte.
7. Avanzar 10 mm y utilizar la cuchilla o el buril de radio 19 concavo para redondear esta parte.  8. Cilindrar hasta diametro 19.2 desde el ultimo redondeo hasta longitud 70
8. Cilindrar hasta diametro 19.2 desde el ultimo redondeo hasta longitud 70  9. Hacer el cambio de piñones y hacer la rosca ¾” con el buril para roscas dejando 10mm desde el ultimo borde.
9. Hacer el cambio de piñones y hacer la rosca ¾” con el buril para roscas dejando 10mm desde el ultimo borde.  10. Ubicar el charriol a 13.13º para mecanizar el cono de longitud 60, diametro mayor 68 y diametro menor 40.
10. Ubicar el charriol a 13.13º para mecanizar el cono de longitud 60, diametro mayor 68 y diametro menor 40.  11. Cilindrar hasta longitud 80 desde el extremo del cono hasta diametro 74.
11. Cilindrar hasta longitud 80 desde el extremo del cono hasta diametro 74.  12. Hacer el cambio de piñones para la rosca de la cabeza de la pieza de 1 ½” y roscar con el buril correspondiente.
12. Hacer el cambio de piñones para la rosca de la cabeza de la pieza de 1 ½” y roscar con el buril correspondiente.  13. cortar la pieza de tal manera que su longitud final sea 220 mm para utilizar el sobrante para hacer la tuerca
13. cortar la pieza de tal manera que su longitud final sea 220 mm para utilizar el sobrante para hacer la tuerca  14. Para hacer la tuerca montamos el material sobrante de diametro 74 y longitud 20mm, refrentado en la fresadora.
14. Para hacer la tuerca montamos el material sobrante de diametro 74 y longitud 20mm, refrentado en la fresadora.  NOTA: ya que en este win unisoft no hay mordazas para fijar cilindros entonces lo hice con un bloque de acero de 74 * 74, el procedimiento en cnc y en una fresa normal es el mismo. 15. Con una broca de ½” se hace el primer agujero para que un escareador pueda entrar y hacer la forma de hexagono de la tuercaesto para cnc, en una fresadora convencional se puede montar la pieza y hacerlo tipo piñon con seis caras pero en lugar de fresa se utiliza un escareador refrentando las caras, en este caso ya que son seis caras se utiliza un plato#27 y por cada cara se dan seis vueltas y 18 agujeros.
NOTA: ya que en este win unisoft no hay mordazas para fijar cilindros entonces lo hice con un bloque de acero de 74 * 74, el procedimiento en cnc y en una fresa normal es el mismo. 15. Con una broca de ½” se hace el primer agujero para que un escareador pueda entrar y hacer la forma de hexagono de la tuercaesto para cnc, en una fresadora convencional se puede montar la pieza y hacerlo tipo piñon con seis caras pero en lugar de fresa se utiliza un escareador refrentando las caras, en este caso ya que son seis caras se utiliza un plato#27 y por cada cara se dan seis vueltas y 18 agujeros.  16. Ahora se hace el agujero en el que se hara la rosca de 1 ½” que encaja en la cabeza de la primera pieza, para esto se hace un agujero de 36.5 de diametro.
16. Ahora se hace el agujero en el que se hara la rosca de 1 ½” que encaja en la cabeza de la primera pieza, para esto se hace un agujero de 36.5 de diametro.  17. Ahora se hace la rosca con machuelo o con el buril y el cambio de piñones correspondientes en el torno.
17. Ahora se hace la rosca con machuelo o con el buril y el cambio de piñones correspondientes en el torno. 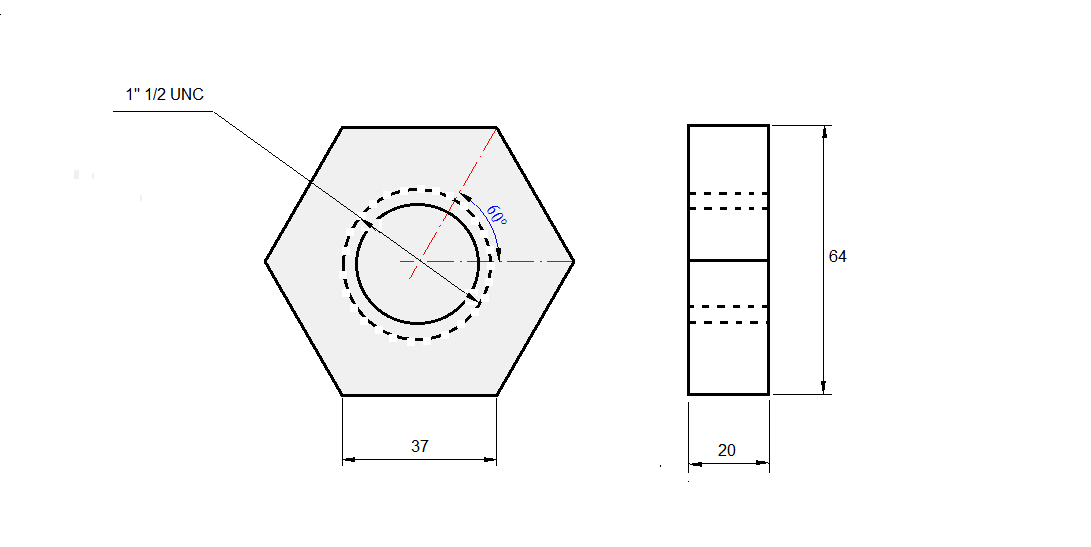 18. ahora se ajusta la tuerca en la cabeza de la primera pieza.
18. ahora se ajusta la tuerca en la cabeza de la primera pieza. 












