Micrómetros

Uno de los instrumentos que se utiliza con mayor frecuencia en la industria para medir el espesor de objetos pequeños, metalmecánica es el micrómetro. El concepto de medir un objeto utilizando una rosca de tornillo se remonta a la era de James Watt. durante el siglo pasado se logró que el micrómetro diera lecturas de 0.001 pulgadas.
Figura 1. Ejemplos de micrómetros
El micrómetro es un dispositivo que mide el desplazamiento del husillo cuando este es movido mediante el giro de un tornillo, lo que convierte el movimiento giratorio del tambor en el movimiento lineal del husillo. El desplazamiento de éste amplifica la rotación del tornillo y el diámetro del tambor. Las graduaciones alrededor de la circunferencia del tambor permiten leer un cambio pequeño en la posición del husillo.
Lectura del Micrómetro
Para el micrómetro estándar en milímetros nos referimos a la figura 2. Para lecturas en centésimas de milímetro primero tome la lectura del cilindro ( obsérvese que cada graduación corresponde a 0.5 mm ) y luego la del tambor, sume las dos para obtener la lectura total.
Figura 2. lectura de un micrómetro convencional

a. Lectura sobre el cilindro 4.0
b. Lectura entre el 4 y el borde del tambor 0.5
c. Línea del tambor que coincide con el cilindro 0.49
Lectura total: 4.99 mm
• Note que el tambor se ha detenido en un punto más allá de la línea correspondiente a 4mm.
• Note también que una línea adicional (graduación de 0.5 mm) es visible entre la línea correspondiente a 4mm y el borde del tambor.
• La línea 49 sobre el tambor corresponde con la línea central del cilindro así:
El tornillo micrométrico.
El micrómetro para medidas exteriores es un aparato formado por un eje móvil ( c ) con una parte roscada (e), al extremo de la cual va montado un tambor graduado (f); haciendo girar el tambor graduado se obtiene el movimiento del tornillo micrométrico (e) y por consiguiente el eje móvil (c), que va a apretar la pieza contra el punto plano (b). Sobre la parte fija (d), que está solidaria al arco (a), va marcada la escala lineal graduada en milímetros o pulgadas. A diferencia del vernier hay un micrómetro para cada sistema de unidades. Las partes fundamentales de un micrómetro son:
• Arco de herradura.
• Punto fijo plano.
• Eje móvil, cuya punta es plana y paralela al punto fijo.
• Cuerpo graduado sobre el que está marcada una escala lineal graduada en mm y ½ mm.
• Tornillo solidario al eje móvil.
• Tambor graduado.
• Dispositivos de blocaje, que sirven para fijar el eje móvil en una medida patrón y poder utilizar el micrómetro de calibre pasa, no pasa.
• Embrague. Este dispositivo consta de una rueda moleteada que actúa por fricción. Sirve para impedir que al presión del eje móvil sobre la pieza supere el valor de 1 Kg/cm², ya que una excesiva presión contra la pieza pueda dar lugar a medidas erróneas.
Figura 3. El Tornillo Micrométrico.
El micrómetro presenta dos graduaciones para la lectura del milímetro y la centésima de mi límetro. La rosca del tornillo micrométrico tiene un paso
de 0,5 mm. Por tanto con un giro completo del tomillo, el tambor graduado avanza o retrocede 0,5 mm.
La extremidad cónica del tambor está dividida en 50 partes de otra graduación. Por tanto la apreciación se hace en este caso dividiendo el paso entre 50 partes; sería 0,5 : 50 — 0,01 mm. Girando el tambor, el cuerpo graduado en centé simas, el eje móvil y el embrague van corriendo por la escala graduada fija. El milímetro y el me dio milímetro se leen sobre la graduación lineal fija que está en correspondencia con la gradua ción de la parte cónica del tambor graduado.
El Micrómetro de profundidades
El micrómetro de profundidad sirve para com probar la medida de la profundidad del agujero, acanaladuras, etc. Se diferencia del micrómetro para medidas externas en que se sustituye el arco por un puente aplicado a la cabeza del mi crómetro.
El campo de medida de este instrumento es de 25 mm y su aproximación es de 0,01 mm. Las partes fundamentales son:
• Puente de acero. La anchura puede variar de 50 a 100 mm.
• Plano de apoyo.
• Eje móvil.
• Dispositivo de blocaje.
• Cuerpo graduado.
• Tambor graduado
Para aumentar la capacidad de lectura, el micrómetro de profundidad dispone de unos ejes de medidas variables que son intercambiables. La figura 4. indica un ejemplo de medida con mi-crómetro de profundidad. Para que la medida sea correcta es indispensable que el plano del puente del micrómetro se adapte perfectamente a la superficie de la pieza, y con la mayor zona de contacto posible.

Micrómetro de interiores
El micrómetro para interiores sirve para medir el diámetro del agujero y otras cotas internas su periores a 50 mm. Está formado por una cabeza micrométrica sobre la que pueden ser montados uno o más ejes combinables de prolongamiento. La (figura. 5). muestra las partes principales del mi crómetro:
• Tambor graduado.
• Cuerpo graduado.
• Tornillo micrométrico.
• Dispositivo de blocaje.
• Punta fija de la cabeza micrométrica.
• Primer tubo de prolongamiento, atornillado directamente sobre la cabeza.
• Eje que se atornilla por el interior del primer tubo de prolongamiento.
• Segundo tubo de prolongamiento atornillado sobre el primer tubo.
• Eje atornillado por el interior del primer tubo.
• Extremidad esférica.
• Extremidad plana.

Figura 5. El Micrómetro de interiores
Con el tambor completamente abierto la cabeza da una longitud de 50 mm. El campo de medida es de cerca de 13 mm. Con sólo la cabeza del micrómetro, pueden por tanto efectuarse medidas comprendidas entre 50 y 63 mm (fig.6).
Para ampliar las medidas se pueden utilizar uno o más ejes de prolongación. Un conjunto completo está constituido por 5 ejes con medidas que son: 13, 25, 50, 100 y 150 mm.
Combinando los ejes de diferentes maneras puede medirse cualquier distancia comprendida entre 50 y 400 mm.
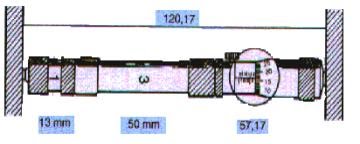
Para medidas superiores a 400 mm hace falla ejes suplementarios de 200 mm. La (fig. 6), muestra un ejemplo de medida efec tuada montando sobre la cabeza micrométrica dos ejes de prolongamiento.

Errores de Medición sobre el Micrómetro
• Incertidumbre
En una serie de lecturas sobre una misma dimensión constante, la inexactitud o incertidumbre es la diferencia entre los valores máximo y mínimo obtenidos.
Incertidumbre = valor máximo - valor mínimo
• Error Absoluto
El error absoluto es la diferencia entre el valor leído y el valor convencionalmente verdadero correspondiente.
Error absoluto = valor leído - valor convencionalmente verdadero
• Error Relativo
El error relativo es la razón del error absoluto y el valor convencionalmente verdadero
Error relativo = Error absoluto / valor convencionalmente verdadero
Como el error absoluto es igual a la lectura menos el valor convencionalmente verdadero, entonces:
Error relativo = (valor leído - valor real) / valor real
Con frecuencia, el error relativo se expresa como un porcentaje de error, multiplicándolo por cien:
Porcentaje de error = Error relativo*100%
• Ejemplo de la medida de un error
Sea por ejemplo, un remache cuya longitud es 5.4 mm y se mide cinco veces sucesivas, obteniéndose las siguientes lecturas:
5.5 mm; 5.6 mm; 5.5 mm; 5.6 mm; 5.3 mm
Incertidumbre = 5.6 -5.3 = 0.3 mm
Los errores absolutos de cada lectura serían:
5.5 - 5.4 = 0.1 mm
5.6 - 5.4 = 0.2 mm
5.5 - 5.4 = 0.1 mm
5.6 - 5.4 = 0.2 mm
5.3 - 5.4 = -0.1 mm
El signo nos indica si la lectura es mayor ( signo + ) o si es menor (signo - ) que el valor convencionalmente verdadero. El error absoluto tiene las mismas unidades de la lectura.
El error relativo y el porcentaje de error para cada lectura serían:
0.1 / 5.4 = 0.0185 = 1.85 %
0.2 / 5.4 = 0.037 = 3.7 %
0.1 / 5.4 = 0.0185 = 1.85 %
0.2 / 5.4 = 0.037 = 3.7 %
-0.1 / 5.4 = 0.0185 = -1.85 %
GRAMIL

Un gramil es la herramienta usada en carpintería (ebanistería) o metalistería para marcar líneas paralelas de corte en referencia a una orilla o superficie, además de otras operaciones.
Consiste de una barra, un cabezal y un implemento de trazado que puede ser una tachuela, una cuchilla, un bolígrafo o una rueda. El cabezal se desliza a lo largo de la barra y puede fijarse en algún tramo mediante distintos instrumentos, ya sea un tornillo de retención, una leva de control o una cuña.
PROFUNDIMETRO
La función del profundímetro, como su nombre lo indica, es medir en metros la profundidad en la que se encuentra el buceador en cada momento. Cuenta con una segunda aguja que queda parada en la máxima profundidad alcanzada durante la inmersión. Este dato junto con el del tiempo de inmersión es necesario para calcular los tiempos de descompresión.
Se encuentran en el mercado diferente modelos ya sean analógicos o digitales. Asimismo existen relojes y ordenadores de buceo que brindan también estos datos y se complementan con otras mediciones de interés.
Los ordenadores brindan datos como la duración de la inmersión, su profundidad e incluso la temperatura del agua, para calcular el nivel de saturación de nitrógeno alcanzado por los tejidos del buceador a partir del cual mostrará cuánto tiempo puede estar a esa profundidad y si será necesario realizar descompresión.
Para esto se utilizan también las tablas de descompresión. Estas indican cuando el nivel de nitrógeno del organismo hace necesaria una o más paradas de descompresión, así como su duración. Están realizadas con el suficiente margen como para que sirvan para todas las personas y situaciones.
Mantenimiento: al igual que con los manómetros, el profundímetro y los ordenadores deben tener cuidados especiales.
1. Lavar con abundante agua dulce y dejar secar a la sombra
2. Guardar envueltos en una franela o trapo suave para evitar ralladuras y roces.
Un goniómetro es:

Un instrumento de medición con forma de semicírculo o círculo graduado en 180º o 360º, utilizado para medir o construir ángulos. Este instrumento permite medir ángulos entre dos objetos, tales como dos puntos de una costa, o un astro -tradicionalmente el Sol- y el horizonte. Con este instrumento, si el observador conoce la elevación del Sol y la hora del día, puede determinar con bastante precisión la latitud a la que se encuentra, mediante cálculos matemáticos sencillos de efectuar.
También se le puede llamar sextante. Este instrumento, que reemplazó al astrolabio por tener mayor precisión, ha sido durante varios siglos de gran importancia en la navegación marítima, hasta que en los últimos decenios del siglo XX se impusieron sistemas más modernos, sobre todo la determinación de la posición mediante satélites. El nombre sextante proviene de la escala del instrumento, que abarca un ángulo de 60 grados, o sea, un sexto de un círculo completo.
Existe un instrumento llamado goniofotómetro, fotogoniómetro o fotómetro de celda móvil, que mide la intensidad luminosa emitida por una fuente de luz (generalmente de tipo artificial) a diferentes ángulos, se utiliza para conocer la curva de distribución luminosa, la cual describe el comportamiento de la fuente de luz.