ACEROS: ALEACIONES HIERRO-CARBONO
El acero es una aleación de hierro con una pequeña proporción de carbono, que comunica a aquel propiedades especiales tales como dureza y elasticidad. En general, también se pueden fabricar aceros con otros componentes como manganeso, niquel o cromo. El hierro es un constituyente fundamental de algunas de las más importantes aleaciones de la ingeniería. El hierro es un metal alotrópico, por lo que puede existir en más de una estructura reticular dependiendo fundamentalmente de la temperatura. Es uno de los metales más útiles debido a su gran abundancia en la corteza terrestre (constituyendo más del 5% de esta, aunque rara vez se encuentra en estado puro, lo más normal es hallarlo combinado con otros elementos en forma de óxidos, carbonatos o sulfuros) y a que se obtiene con gran facilidad y con una gran pureza comercial. Posee propiedades físicas y mecánicas muy apreciadas y de la más amplia variedad.
El hierro técnicamente puro, es decir, con menos de 0.008% de carbono, es un metal blanco azulado, dúctil y maleable, cuyo peso específico es 7.87. Funde de 1536.5ºC a 1539ºC reblandeciéndose antes de llegar a esta temperatura, lo que permite forjarlo y moldearlo con facilidad. El hierro es un buen conductor de la electricidad y se imanta fácilmente.
FORMAS ALOTRÓPICAS DEL HIERRO
El hierro cristaliza en la variedad alfa hasta la temperatura de 768ºC. La red espacial a la que pertenece es la red cúbica centrada en el cuerpo (BCC). La distancia entre átomos es de 2.86 Å. El hierro alfa no disuelve prácticamente en carbono, no llegando al 0.008% a temperatura ambiente, teniendo como punto de máxima solubilidad a T=723ºC (0,02%).
La variedad beta existe de 768ºC a 910ºC. Cristalográficamente es igual a la alfa, y únicamente la distancia entre átomos es algo mayor: 2.9 Å a 800ºC y 2905ºC a 900ºC.
La variedad gamma se presenta de 910ºC a 1400ºC. Cristaliza en la estructura FCC. El cubo de hierro gamma tiene más volumen que el de hierro alfa. El hierro gamma disuelve fácilmente en carbono, creciendo la solubilidad desde 0.85% a 723ºC hasta 1.76% a 1130ºC para decrecer hasta el 0.12% a 1487ºC. Esta variedad de Fe es amagnético.
La variedad delta se inicia a los 1400ºC, observándose, entonces una reducción en el parámetro hasta 2.93Å, y un retorno a la estructura BCC. Su máxima solubilidad de carbono es 0.007% a 1487ºC. Esta variedad es poco interesante desde el punto de vista industrial. A partir de 1537ºC se inicia la fusión del Fe puro.
ALEACIONES HIERRO-CARBONO
El hierro puro apenas tiene aplicaciones industriales, pero formando aleaciones con el carbono (además de otros elementos), es el metal más utilizado en la industria moderna. A la temperatura ambiente, salvo una pequeña parte disuelta en la ferrita, todo el carbono que contienen las aleaciones Fe-C está en forma de carburo de hierro( CFe3 ). Por eso, las aleaciones Fe-C se denominan también aleaciones hierro-carburo de hierro.
Las aleaciones con contenido de C comprendido entre 0.03% y 1.76% tienen características muy bien definidas y se denominan aceros. Los aceros de cualquier proporción de carbono dentro de los límites citados pueden alearse con otros elementos, formando los denominados aceros aleados o aceros especiales. Algunos aceros aleados pueden contener excepcionalmente hasta el 2.5% de C. Los aceros generalmente son forjables, y es ésta una cualidad muy importante que los distingue. Si la proporción de C es superior a 1.76% las aleaciones de Fe-C se denominan fundiciones, siendo la máxima proporción de C aleado del 6.67%, que corresponde a la cementita pura. Las fundiciones, en general, no son forjables.
• Tipos de aceros:
En las aleaciones Fe-C pueden encontrarse hasta once constituyentes diferentes, que se denominan: ferrita, cementita, perlita, austenita, martensita, troostita sorbita, bainita, ledeburita, steadita y grafito.
FERRITA
Aunque la ferrita es en realidad una solución sólida de carbono en hierro alfa, su solubilidad a la temperatura ambiente es tan pequeña que no llega a disolver ni un 0.008% de C. Es por esto que prácticamente se considera la ferrita como hierro alfa puro. La ferrita es el más blando y dúctil constituyente de los aceros. Cristaliza en una estructura BCC. Tiene una dureza de 95 Vickers, y una resistencia a la rotura de 28 Kg/mm2, llegando a un alargamiento del 35 al 40%. Además de todas estas características, presenta propiedades magnéticas. En los aceros aleados, la ferrita suele contener Ni, Mn, Cu, Si, Al en disolución sólida sustitucional. Al microscopio aparece como granos monofásicos, con límites de grano más irregulares que la austenita. El motivo de esto es que la ferrita se ha formado en una transformación en estado sólido, mientras que la austenita, procede de la solidificación.
La ferrita en la naturaleza aparece como elemento proeutectoide que acompaña a la perlita en:
- - Cristales mezclados con los de perlita (0.55% C)
- - Formando una red o malla que limita los granos de perlita (0.55% a 0.85% de C)
- - Formando agujas en dirección de los planos cristalográficos de la austenita.
CEMENTITA
Es carburo de hierro y por tanto su composición es de 6.67% de C y 93.33% de Fe en peso. Es el constituyente más duro y frágil de los aceros, alcanzando una dureza de 960 Vickers. Cristaliza formando un paralelepípedo ortorrómbico de gran tamaño. Es magnética hasta los 210ºC, temperatura a partir de la cual pierde sus propiedades magnéticas. Aparece como:
- - Cementita proeutectoide, en aceros hipereutectoides, formando un red que envuelve a los granos perlíticos.
- - Componente de la perlita laminar.
- - Componente de los glóbulos en perlita laminar.
- - Cementita alargada (terciaria) en las uniones de los granos (0.25% de C)
PERLITA
Es un constituyente compuesto por el 86.5% de ferrita y el 13.5% de cementita, es decir, hay 6.4 partes de ferrita y 1 de cementita. La perlita tiene una dureza de aproximadamente 200 Vickers, con una resistencia a la rotura de 80 Kg/mm2 y un alargamiento del 15%. Cada grano de perlita está formado por láminas o placas alternadas de cementita y ferrita. Esta estructura laminar se observa en la perlita formada por enfriamiento muy lento. Si el enfriamiento es muy brusco, la estructura es más borrosa y se denomina perlita sorbítica. Si la perlita laminar se calienta durante algún tiempo a una temperatura inferior a la crítica (723 ºC), la cementita adopta la forma de glóbulos incrustados en la masa de ferrita, recibiendo entonces la denominación de perlita globular.
AUSTENITA
Este es el constituyente más denso de los aceros, y está formado por la solución sólida, por inserción, de carbono en hierro gamma. La proporción de C disuelto varía desde el 0 al 1.76%, correspondiendo este último porcentaje de máxima solubilidad a la temperatura de 1130 ºC.La austenita en los aceros al carbono, es decir, si ningún otro elemento aleado, empieza a formarse a la temperatura de 723ºC. También puede obtenerse una estructura austenítica en los aceros a temperatura ambiente, enfriando muy rápidamente una probeta de acero de alto contenido de C a partir de una temperatura por encima de la crítica, pero este tipo de austenita no es estable, y con el tiempo se transforma en ferrita y perlita o bien cementita y perlita.
Excepcionalmente, hay algunos aceros al cromo-niquel denominados austeníticos, cuya estructura es austenítica a la temperatura ambiente. La austenita está formada por cristales cúbicos de hierro gamma con los átomos de carbono intercalados en las aristas y en el centro. La austenita tiene una dureza de 305 Vickers, una resistencia de 100 Kg/mm2 y un alargamiento de un 30 %. No presenta propiedades magnéticas.
MARTENSITA
Bajo velocidades de enfriamiento bajas o moderadas, los átomos de C pueden difundirse hacía afuera de la estructura austenítica. De este modo, los átomos de Fe se mueven ligeramente para convertir su estructura en una tipo BCC. Esta transformación gamma-alfa tiene lugar mediante un proceso de nucleación y crecimiento dependiente del tiempo (si aumentamos la velocidad de enfriamiento no habrá tiempo suficiente para que el carbono se difunda en la solución y, aunque tiene lugar algún movimiento local de los átomos de Fe, la estructura resultante no podrá llagar a ser BCC, ya que el carbono está “atrapado” en la solución). La estructura resultante denominada martensita, es una solución sólida sobresaturada de carbono atrapado en una estructura tetragonal centrada en el cuerpo. Esta estructura reticular altamente distorsionada es la principal razón para la alta dureza de la martensita, ya que como los átomos en la martensita están empaquetados con una densidad menor que en la austenita, entonces durante la transformación (que nos lleva a la martensita) ocurre una expansión que produce altos esfuerzos localizados que dan como resultado la deformación plástica de la matriz.
Después de la cementita es el constituyente más duro de los aceros. La martensita se presenta en forma de agujas y cristaliza en la red tetragonal. La proporción de carbono en la martensita no es constante, sino que varía hasta un máximo de 0.89% aumentando su dureza, resistencia mecánica y fragilidad con el contenido de carbono. Su dureza está en torno a 540 Vickers, y su resistencia mecánica varía de 175 a 250 Kg/mm2 y su alargamiento es del orden del 2.5 al 0.5%. Además es magnética.
BAINITA
Se forma la bainita en la transformación isoterma de la austenita, en un rango de temperaturas de 250 a 550ºC. El proceso consiste en enfriar rápidamente la austenita hasta una temperatura constante, manteniéndose dicha temperatura hasta la transformación total de la austenita en bainita.
LEDEBURITA
La ledeburita no es un constituyente de los aceros, sino de las fundiciones. Se encuentra en las aleaciones Fe-C cuando el porcentaje de carbono en hierro aleado es superior al 25%, es decir, un contenido total de 1.76% de carbono.
La ledeburita se forma al enfriar una fundición líquida de carbono (de composición alrededor del 4.3% de C) desde 1130ºC, siendo estable hasta 723ºC, decomponiéndose a partir de esta temperatura en ferrita y cementita
PROCESO DE ENFRIAMIENTO LENTO DEL ACERO.
Estudiaremos los cambios que se producen en la región de los aceros, cuando sometemos al sistema a procesos de enfriamiento lento desde una estructura austenítica inicial. A partir de la figura 7.10 tenemos una muestra de acero hipoeutectoide que contiene 0.2% de C. En el intervalo austenítico, la aleación consiste en una solución sólida intersticial uniforme. Cada grano contiene 0.2% de C disuelto en los espacios de la estructura reticular de hierro FCC. Al enfriarse lentamente no sucede nada destacable hasta que la línea GJ se intercepta en el punto X1. Esta línea se conoce como línea de temperatura crítica superior del lado hipoeutectoide, y se designa como A3. El cambio alotrópico de Fe FCC a Fe BCC tiene lugar a 1666ºF para Fe puro y disminuye en temperatura con el aumento del contenido de carbono, como lo muestra la línea A3; por tanto, en X1, la ferrita debe empezar a formarse en las frontera de grano de la austenita. Como la ferrita puede disolver muy poco carbono, en aquellas áreas que cambien a ferrita, el carbono debe salir de la solución antes de que los átomos se reajusten por sí mismos a la estructura BCC. El carbono que sale de la solución es disuelto en la austenita restante, así que, conforme el enfriamiento avanza y la cantidad de ferrita aumenta, la austenita restante se hace más rica en carbono. El contenido en carbono se desplaza gradualmente a lo largo de línea A3. Finalmente, la línea HJ se alcanza en el punto X2. Esta línea se conoce como línea de temperatura crítica inferior en el lado hipoeutectoide y se designa como A1. La línea A1 es la de temperatura eutectoide y constituye la mínima temperatura a la que puede existir el hierro FCC bajo condiciones de equilibrio. Precisamente por encima de línea A1, la microestructura consta de aproximadamente 25% de austenita y 75% de ferrita. Toda la austenita presente (que contiene el 0.8% de C) experimenta ahora la reacción eutectoide expuesta anteriormente. Darse cuenta que la austenita cambia al interceptarse la línea A1 ;por tanto cuando la reacción se ha completado, la microestructura final mostrará aproximadamente un 25% de perlita y un 75% de ferrita.
Vamos a considerar la reacción eutectoide con más detalle. La austenita cambia a ferrita y esta es una solución sólida intersticial en la que cada grano disuelve 0.8% de C en Fe FCC; sin embargo la ferrita es Fe BCC y disuelve muy poco carbono, de modo que el cambio de estructura cristalina no puede ocurrir hasta que los átomos de carbono salgan de la solución. Por tanto, el primer paso es precipitar los átomos de carbono para formar placas de cementita (carburo de hierro). En el área adyacente a la placa de cementita, el hierro se vacía de carbono y los átomos se reagrupan por sí mismos para formar ferrita BCC. A cada lado de la placa de cementita se forman delgadas capas de ferrita. El proceso continua con la formación de capas alternas de cementita y ferrita para la mezcla en forma de huella dactilar conocida como perlita. La reacción generalmente comienza en la frontera de grano de austenita, con la perlita creciendo a lo largo de la frontera y dentro del grano.
Los cambios descritos serían similares para cualquier acero hipoeutectoide, la única diferencia estaría en la cantidad relativa de ferrita y perlita. De esta forma, cuanto más próximos nos hallemos de la composición eutectoide (0.8% de C), más perlita tendremos en la microestructura. Así, la microestructura de un acero al 0.4% de C lentamente enfriado muestra aproximadamente un 50% de perlita, en tanto que la composición eutectoide (0.8% de C) muestra un 100% de perlita.
Las propiedades mecánicas de una aleación dependen de las características individuales de cada una de las fases que la componen y de la forma en que estas últimas estén ordenadas para formar la estructura. Sabemos que la ferrita es relativamente suave, con baja resistencia tensil, en tanto que la cementita es dura, con muy baja resistencia tensil. Podremos deducir pues, que la combinación de estas dos fases en la forma eutectoide (perlita), producirá una aleación de resistencia tensil mucho mayor que la de cualquiera de las fases individuales. Como la cantidad de perlita aumenta con un incremento en el contenido de carbono para aceros hipoeutectoides, la resistencia y la dureza Brinell también aumentará hasta la composición eutectoide. La ductilidad, expresada por el porcentaje de elongación y reducción de área, y la resistencia al impacto disminuyen al aumentar el contenido de carbono.
designacion de los aceros Existen dos formas de identificar los aceros: la primera es a través de su composición química, por ejemplo utilizando la norma AISI:

La Tabla 1 relaciona la nomenclatura AISI-SAE con los valores de resistencia, ductilidad y dureza, conceptos que se explicarán más adelante. Sirve para relacionar la composición química y las propiedades mecánicas de los aceros.



En las Tablas 2 y 3 se entrega información detallada de la composición química de diversas aleaciones listadas en base su número AISI-SAE.




La segunda forma de designar los aceros es a través de su resistencia mecánica en tracción, es el caso de los aceros:
A37-24ES A: Acero
A44-28ES ES: Estructural soldable
A63-42ES H: Para hormigón
La primera cifra indica la resistencia a la tracción en kg/mm2, la segunda cifra indica la resistencia a la fluencia en kg/mm2.
En la siguente tabla se entregan los valores de resistencia y ductilidad de los aceros para uso estructural y de barras para hormigón armado.

(*): (700/Rm) - K >= 8, K es un coeficiente que depende del diámetro nominal de la barra (e) y cuyo valor se indica a continuación.

Fuente: Norma chilena NCh 203 of. 77
Para poder reconocer un acero al momento de adquirirlo, se utiliza una clave de colores que se pinta en la sección de las barras, se entrega a continuación los códigos de color para los aceros distribuídos por la empresa SABIMET.
ACEROS ALEADOS
Aleaciones de acero. Comúnmente conocidos como aceros especiales, son aceros al carbono, aleados con otros metales o metaloides, resultantes de la búsqueda del mejoramiento de sus características. Los elementos añadidos corrientemente son: el níquel, el cromo, vanadio, molibdeno, magnesio, silicio, tungsteno, cobalto, aluminio, etc.
Aceros al níquel. Son aceros inoxidables y magnéticos. El níquel aumenta la carga de rotura, el límite de elasticidad, el alargamiento y la resistencia al choque o resiliencia, a la par que disminuye las dilataciones por efecto del calor. Cuando contienen del 10 al 15% de níquel se templan aun si se los enfría lentamente.
Aceros al cromo. El cromo comunica dureza y una mayor penetración del temple, por lo que pueden ser templados al aceite. Los aceros con 1,15 a 1,30% de carbono y con 0,80 a 1% de cromo son utilizados para la fabricación de láminas debido a su gran dureza, y en pequeña escala los que tienen 0,3 a 0,4% de carbono y 1% de cromo.
Aceros al cromo-níquel. De uso más corriente que el primero, se usan en la proporción de carbono hasta 0,10%, cromo 0,70% y níquel 3%; o carbono hasta 15%, cromo 1% y níquel 4%, como aceros de cementación. Los aceros para temple en aceite se emplean con diversas proporciones; uno de uso corriente sería el que tiene carbono 0,30, cromo 0,7% y níquel 3%.
Aceros al cromo-molibdeno. Son aceros más fáciles de trabajar que los otros con las máquinas herramientas. El molibdeno comunica una gran penetración del temple en los aceros; se emplean cada vez más en construcción, tendiendo a la sustitución del acero al níquel. De los tipos más corrientes tenemos los de carbono 0,10% , cromo 1% y molibdeno 0,2% y el de carbono 0,3%, cromo 1% y molibdeno 0,2%; entre estos dos ejemplos hay muchos otros cuya composición varía según su empleo.
Aceros al cromo-níquel molibdeno. Son aceros de muy buena característica mecánica. Un ejemplo de mucha aplicación es el que tiene carbono 0,15% a 0,2%, cromo 1 a 1,25%, níquel 4% y molibdeno 0,5%.
Aceros inoxidables. Los aceros inoxidables son los resistentes a la acción de los agentes atmosféricos y químicos. Los primeros que se fabricaron fueron para la cuchillería, con la proporción de 13 a 14% de cromo. Otros aceros fueron destinados a la fabricación de aparatos de cirugía, con la proporción de 18 a 20% de cromo y 8 a 10% de níquel; son también resistentes a la acción del agua de mar. Un acero de gran resistencia a la oxidación en caliente es el que tiene 20 a 30% de cromo y 5% de aluminio.
Aceros anticorrosivos. Estos son aceros soldados de alta resistencia y bajo tenor de sus componentes de aleación: carbono, silicio, azufre, manganeso, fósforo, níquel o vanadio, cromo y cobre. A la intemperie se cubren de un óxido que impide la corrosión interior, lo que permite se los pueda utilizar sin otra protección. Como resultado de ensayos efectuados por algo más de diez años, se ha establecido que su resistencia a los agentes atmosféricos es de cuatro a ocho veces mayor que los del acero común al carbono. (Articulo enviado por: Tomas Morel. España Email: Prefiere anonimato)
Tratamientos térmicos del acero
El tratamiento térmico en el material es uno de los pasos fundamentales para que pueda alcanzar las propiedades mecánicas para las cuales está creado. Este tipo de procesos consisten en el calentamiento y enfriamiento de un metal en su estado sólido para cambiar sus propiedades físicas. Con el tratamiento térmico adecuado se pueden reducir los esfuerzos internos, el tamaño del grano, incrementar la tenacidad o producir una superficie dura con un interior dúctil. La clave de los tratamientos térmicos consiste en las reacciones que se producen en el material, tanto en los aceros como en las aleaciones no férreas, y ocurren durante el proceso de calentamiento y enfriamiento de las piezas, con unas pautas o tiempos establecidos.
Para conocer a que temperatura debe elevarse el metal para que se reciba un tratamiento térmico es recomendable contar con los diagramas de cambio de fases como el de hierro–hierro–carbono. En este tipo de diagramas se especifican las temperaturas en las que suceden los cambios de fase (cambios de estructura cristalina), dependiendo de los materiales diluidos.
Los tratamientos térmicos han adquirido gran importancia en la industria en general, ya que con las constantes innovaciones se van requiriendo metales con mayores resistencias tanto al desgaste como a la tensión. Los principales tratamientos térmicos son:
Temple: Su finalidad es aumentar la dureza y la resistencia del acero. Para ello, se calienta el acero a una temperatura ligeramente más elevada que la crítica superior Ac (entre 900-950 °C) y se enfría luego más o menos rápidamente (según características de la pieza) en un medio como agua, aceite, etcétera.
Revenido: Sólo se aplica a aceros previamente templados, para disminuir ligeramente los efectos del temple, conservando parte de la dureza y aumentar la tenacidad. El revenido consigue disminuir la dureza y resistencia de los aceros templados, se eliminan las tensiones creadas en el temple y se mejora la tenacidad, dejando al acero con la dureza o resistencia deseada. Se distingue básicamente del temple en cuanto a temperatura máxima y velocidad de enfriamiento.
Recocido: Consiste básicamente en un calentamiento hasta temperatura de austenitización (800-925 °C) seguido de un enfriamiento lento. Con este tratamiento se logra aumentar la elasticidad, mientras que disminuye la dureza. También facilita el mecanizado de las piezas al homogeneizar la estructura, afinar el grano y ablandar el material, eliminando la acritud que produce el trabajo en frío y las tensiones internas.
Normalizado: Tiene por objeto dejar un material en estado normal, es decir, ausencia de tensiones internas y con una distribución uniforme del carbono. Se suele emplear como tratamiento previo al temple y al revenido.








 5. Cilindrar longitu 120 a diametro 38
5. Cilindrar longitu 120 a diametro 38  6. Redondear extremo derecho con buril concavo de radio 19 o con un buril normal
6. Redondear extremo derecho con buril concavo de radio 19 o con un buril normal  7. Avanzar 10 mm y utilizar la cuchilla o el buril de radio 19 concavo para redondear esta parte.
7. Avanzar 10 mm y utilizar la cuchilla o el buril de radio 19 concavo para redondear esta parte.  8. Cilindrar hasta diametro 19.2 desde el ultimo redondeo hasta longitud 70
8. Cilindrar hasta diametro 19.2 desde el ultimo redondeo hasta longitud 70  9. Hacer el cambio de piñones y hacer la rosca ¾” con el buril para roscas dejando 10mm desde el ultimo borde.
9. Hacer el cambio de piñones y hacer la rosca ¾” con el buril para roscas dejando 10mm desde el ultimo borde.  10. Ubicar el charriol a 13.13º para mecanizar el cono de longitud 60, diametro mayor 68 y diametro menor 40.
10. Ubicar el charriol a 13.13º para mecanizar el cono de longitud 60, diametro mayor 68 y diametro menor 40.  11. Cilindrar hasta longitud 80 desde el extremo del cono hasta diametro 74.
11. Cilindrar hasta longitud 80 desde el extremo del cono hasta diametro 74.  12. Hacer el cambio de piñones para la rosca de la cabeza de la pieza de 1 ½” y roscar con el buril correspondiente.
12. Hacer el cambio de piñones para la rosca de la cabeza de la pieza de 1 ½” y roscar con el buril correspondiente.  13. cortar la pieza de tal manera que su longitud final sea 220 mm para utilizar el sobrante para hacer la tuerca
13. cortar la pieza de tal manera que su longitud final sea 220 mm para utilizar el sobrante para hacer la tuerca  14. Para hacer la tuerca montamos el material sobrante de diametro 74 y longitud 20mm, refrentado en la fresadora.
14. Para hacer la tuerca montamos el material sobrante de diametro 74 y longitud 20mm, refrentado en la fresadora.  NOTA: ya que en este win unisoft no hay mordazas para fijar cilindros entonces lo hice con un bloque de acero de 74 * 74, el procedimiento en cnc y en una fresa normal es el mismo. 15. Con una broca de ½” se hace el primer agujero para que un escareador pueda entrar y hacer la forma de hexagono de la tuercaesto para cnc, en una fresadora convencional se puede montar la pieza y hacerlo tipo piñon con seis caras pero en lugar de fresa se utiliza un escareador refrentando las caras, en este caso ya que son seis caras se utiliza un plato#27 y por cada cara se dan seis vueltas y 18 agujeros.
NOTA: ya que en este win unisoft no hay mordazas para fijar cilindros entonces lo hice con un bloque de acero de 74 * 74, el procedimiento en cnc y en una fresa normal es el mismo. 15. Con una broca de ½” se hace el primer agujero para que un escareador pueda entrar y hacer la forma de hexagono de la tuercaesto para cnc, en una fresadora convencional se puede montar la pieza y hacerlo tipo piñon con seis caras pero en lugar de fresa se utiliza un escareador refrentando las caras, en este caso ya que son seis caras se utiliza un plato#27 y por cada cara se dan seis vueltas y 18 agujeros.  16. Ahora se hace el agujero en el que se hara la rosca de 1 ½” que encaja en la cabeza de la primera pieza, para esto se hace un agujero de 36.5 de diametro.
16. Ahora se hace el agujero en el que se hara la rosca de 1 ½” que encaja en la cabeza de la primera pieza, para esto se hace un agujero de 36.5 de diametro.  17. Ahora se hace la rosca con machuelo o con el buril y el cambio de piñones correspondientes en el torno.
17. Ahora se hace la rosca con machuelo o con el buril y el cambio de piñones correspondientes en el torno. 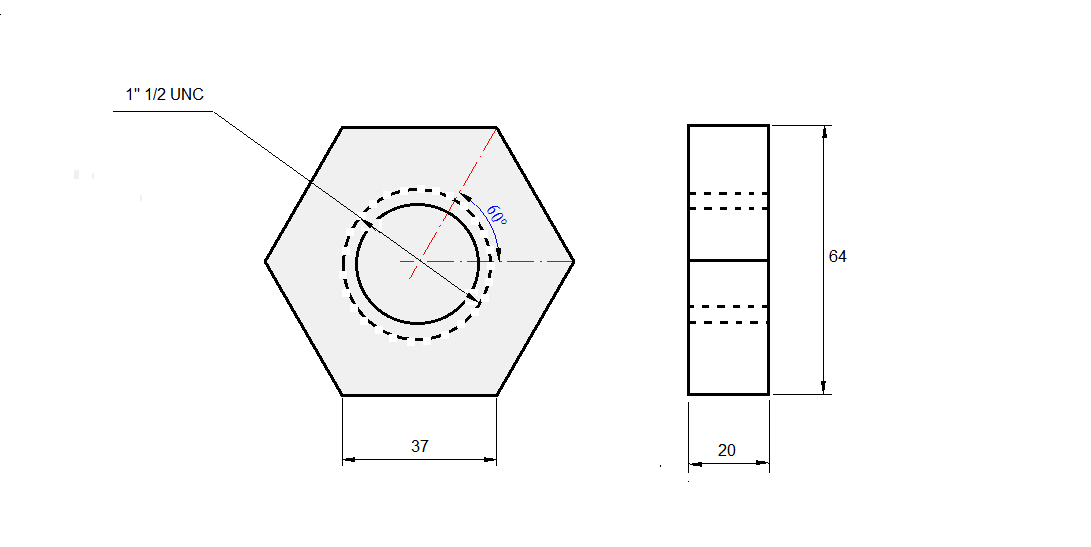 18. ahora se ajusta la tuerca en la cabeza de la primera pieza.
18. ahora se ajusta la tuerca en la cabeza de la primera pieza. 
































